- 切削条件が重要な理由
- エンドミルの切削条件の計算に必要なこと
- -エンドミル母材の材質とコーティング
- -被削材の材質や形状
- -エンドミルの刃数
- 切削条件の計算方法
- -切削速度の計算方法
- -エンドミルの回転数の計算方法
- -刃あたりの送り量の計算方法
- -テーブル送りの計算方法
- 実際に加工を行う際のポイント
- -機械や工具ホルダの剛性
- -機械が回転数に対応していない場合
- -切削条件が適正でも振動などが発生する場合
- -使用する切削油材の選定
- 切削条件の計算方法を知ることでより効率的に作業が行える
エンドミルの切削条件が重要な理由とは?計算方法と合わせて詳しくご紹介

エンドミルの切削加工においては、短い切削加工時間・長い工具寿命・高い加工精度の3条件が求められますが、実際にはこれらをすべて100%にすることは不可能です。
そこで、これら3つの最適なバランスを探すために切削条件が必要となります。
ここでは、切削条件が重要な理由や計算方法、実際に加工を行う際のポイントを詳しくご紹介します。
切削条件が重要な理由
一般的な切削工具は、切削速度を上げると発熱が大きくなるため摩耗していき、工具寿命の低下を招きます。
これは、切削加工に求められる「短い切削加工時間」「長い工具寿命」「高い加工精度」の3条件が、同時に成立しないことを意味しています。
エンドミルについても同様で、この3つの条件を全て同時に満たすことはできません。そのため、それぞれを適度に満たしてバランスを取ることが求められます。
切削加工において、そのバランスの取れた状態を求める役割を持つのが切削条件の設定です。切削条件を最適化することで、切削速度や加工精度と工具寿命のバランスが取れるようになります。
エンドミルの切削条件の計算に必要なこと
切削条件を計算する前に、計算に必要ないくつかの要素を把握しておく必要があります。ここでは、エンドミルの切削条件を計算する際に押さえておきたい点をご紹介します。
・エンドミル母材の材質やコーティング
エンドミルは使われている材質によって、高速度鋼(HSSハイス鋼)を使ったハイスエンドミルと、超硬母材(WC)を用いた超硬エンドミルの2つに大別されます。 素材がどちらなのかでも切削速度は大きく変わり、基本的には超硬エンドミルの方が切削速度は速く、加工精度も高いです。 また、エンドミルはコーティングの有無や種類によっても、切削速度や工具寿命は異なります。
・被削材の材質や形状
アルミや銅、真鍮など柔らかい金属なら切削速度や送りを上げることができますが、SUSやチタンなどの硬い金属ではむやみに高い切削条件は設定できません。
また、切削面が面一ではなく切り込み深さが変動するような形状の場合も、切削抵抗が変化するため、早い速度で切削することは不可能です。被削材の材質と形状は切削条件を計算する際に重要なので、必ず確認しておきましょう。
・エンドミルの刃数
エンドミルの刃数も、送り量や送り速度に関わる要素です。刃数が多いほど刃辺りの切削量は小さくなりますが、1分間あたりの送り速度は上がります。
切削条件を計算する前には、エンドミルの刃数の確認をすることも必要です。
切削条件の計算方法
必要な要素が把握できたら、切削条件を実際に計算してみましょう。 切削条件には切削速度・工具の回転数・刃あたりの送り量・テーブルあたりの送り量の4項目があり、それぞれの計算式が存在します。
・切削速度の計算方法
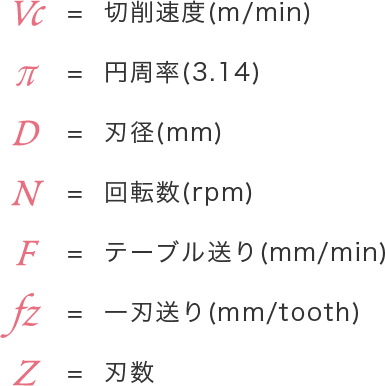
切削速度とは切れ刃が被削材を削り取っていく速度を指します。切削速度が高い数値になるほど、早い加工が可能です。 切削速度は「1分間に切れ刃が被削材を何m進むか」で表され、計算式は以下のようになります。
切削速度=(エンドミルの円周×1分当たりの主軸回転数)/1000[m/min]

・エンドミルの回転数の計算方法
切削速度の計算式から、回転数は切削速度と比例し、エンドミルの外周や直径と反比例することがわかります。つまり、切削速度が一定の場合には、エンドミルの直径が大きくなるほど回転数は下がることになります。
エンドミルの回転数を求める計算式は以下の通りです。
回転数=(切削速度×1000)/エンドミルの円周[回/min]

・刃あたりの送り量の計算方法
回転数までわかれば、1刃あたりの送り量についても以下の式で算出することができます。
1刃あたりの送り量=送り速度/(回転数×刃数)[mm]

送り速度とは「1分間当たりの送り量」のことです。送り速度は仕上げ加工によって異なり、一般的に粗削りほど高く、中仕上げ、仕上げの順に速度は低くなります。
・テーブル送りの計算方法
1刃辺りの送り量まで計算が終了したら、1分間あたりの送り量の計算を行います。エンドミルの送り量は、テーブル送り量と呼ばれることもあります。
テーブル送り量は、1刃あたりの送り量の式に刃数と回転数をかけることで求められます。
テーブル送り量=回転数×送り速度×刃数[mm/min]

実際に加工を行う際のポイント
切削条件を計算すれば適切な加工を行うことができます。しかし、計算で導き出せる加工条件はあくまでも参考にしかなりません。実際の加工においては軸方向、半径方向への切り込み量やダウンカットやアップカットによっても条件と加工精度は変化します。より確実にエンドミルの切削加工を行うためには、以下のポイントも抑えておきましょう。
・機械や工具ホルダの剛性
機械やホルダの剛性、エンドミルの突き出し長さ、ワークの固定の仕方などによっては、計算した切削条件ではうまく加工できず、異音や振動が発生する場合もあるでしょう。
機械の剛性が不足している、ワークの固定がしっかりと行えない、エンドミルの突き出し量が長いといった場合は、送り量やテーブル送りなどの切削条件を調整する必要があります。
確実に加工を行いたい場合は、回転数や送り量を計算結果よりも下げて加工を始め、状態を確認しながら速度を上げたり下げたりするのがおすすめです。
・機械が回転数に対応していない場合
使用している工作機械によっては、計算で導いた回転数を出せないことが考えられます。そのような場合は、機械の最高回転数で加工を行い、送り速度も回転数と同じ比率で下げる必要があります。
・切削条件が適正でも振動などが発生する場合
計算した切削条件でも振動などが発生する場合は、使用しているエンドミルそのものが加工に適していないことも考えられます。剛性の高いエンドミルを使用するなど、工具そのものを変更することでビビリの発生を抑えられます。
・使用する切削油材の選定
切削抵抗や工具摩耗を低減させたり、切り屑の排出性を高めたりするという点で、切削油剤は加工の際に重要な役割を持ちます。しかし、断続切削を行うエンドミル加工で冷却効果の大きい切削油剤を使用すると、刃先が発熱と冷却を繰り返し、熱亀裂が発生する恐れがあります。また、構成刃先が発生して工具寿命が低下したり、加工精度が悪化したりする場合もあるので注意が必要です。
被削材や素材や発熱量などに応じて、使用する潤滑油材を選定することが重要です。
切削条件の計算方法を知ることでより効率的に作業が行える
エンドミルで切削作業を行うときに、切削速度や加工精度、工具寿命の3条件のバランスを取るうえでも、切削条件の持つ役割は重要です。切削条件の計算方法を知り最適な条件を設定すれば、工具寿命を延ばしたり効率的に精度の高い切削ができたりといった、作業効率の最適化を図ることができます。 ただし、工具毎の推奨切削条件値はあくまで参考値です。使用する機械や工具、被削材の保持剛性や被削材そのものの剛性など、あらゆる因子が付きまといます。 最終的には、実際に加工した際の状態を見極めながら作業を実施することが大切です。
-
-
(2SS-25D)
-
-
(4SS-25D)
-

-
(RFSS-20D)
-

-
(2SSB)
-
-
(4SS-R)